IV
Полученное из криц полосовое железо для ковки из него гвоздей разрезается на прутья в особых для того устроенных железорезных заводах. Устройство такого завода можно также как и молотобойного завода разделить на 3 части: 1) Печь 2). Плющильный и резной станки, и 3) Привод.
В Череповском уезде имеется таких заводов: конных 6, водяных 2 и паровой 1. Конные заводы: в селе Вольхове - 2, в селе Муравьеве - 1, в Уломской волости - 4. Вододействующие: в дер. Вохнове в имении княгини Голицыной и близ г. Череповца помещика Кудряваго. Паровой в дер. Копдашах купца Заводчикова и в дер. Терине Ярославской губернии Московского уезда. Конный в 15 верстах от границы Новгородской губернии.
Здесь описывается завод конный, как более доступный по своей дешевизне к промыслу простого народа, так как и самый предмет настоящей статьи есть описание промыслов и занятий низшего класса народа.
1) Печь. Печи на железорезных заводах устраиваются из кирпича, длиною, смотря по помещению завода, от 5 арш. до 3 саж. Ширина им дается в 1 саж. и высота до 3,5 арш. Дрова кладутся под железо в среднем помещении. Нижнее назначено для тяги снизу холодного воздуха и для золы, а в верхнее помещаются железные полоски. Огонь и дым, проходя через решетку, на которой положено железо, уходят в трубу, которой высота дается до 2 саж. Таких помещений для разогревания железа делается в одной связи от 2-х до 4-х.
2) Плющильный и резной станки приводятся в движение посредством деревянных зубчатых колес, насаженных на 6 валов. Так как диаметры плющильного и резного цилиндров различной величины, то деревянные валы, вращающие их, не могут быть расположены в одной плоскости, но рас¬полагаются так: оси валов ее, которые первые получают движение от горизонтального пальцового колеса, вращающего шестерни, кладутся выше деревянного пола, на котором утверждены станки на 11 верш.
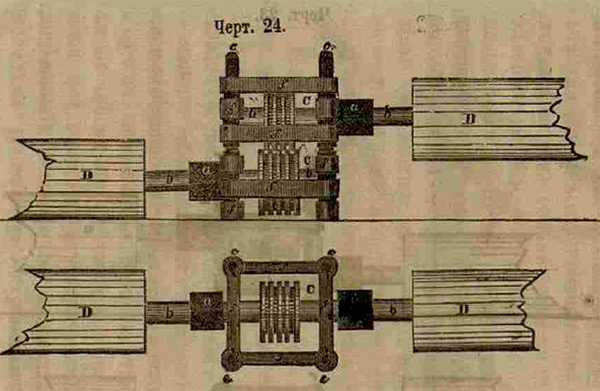
Оси валов вращающие плющильные цилиндры и вращающие резаки, для того, чтобы все колеса были одного диаметра и при движении имели бы одинаковую скорость, относительно оси валов, помещаются так, чтобы вертикальное расстояние между осями было несколько более 4-х, a во втором случае — 6-ти верш., так как самые диаметры их имеют эти измерения. Линия, проходящая чрез центр вала, разделяет углы пополам. На валы её надеваются наглухо шестерни, получающие движение от пальцевого горизонтального колеса, и колеса с пальцами, которые задевают за цевки шестерней, надетых на валы.
Валы помещаются горизонтально и задними концами своими вращаются на железных шипах, толщиной 1 верш., лежащих на подставках, которым длина и высота дается сообразно положению валов. Длина валов 4 арш., 5 арш, и 7 арш. 12 верш. Они делаются из бревен толщиною 8 верш. Колеса делаются около 3 арш. в диаметре; на окружности их помещаются по 42 пальца или цевки.
Плющильный станок помещается между валов так, что нижний цилиндр его вращается одним валом, a верхний – другим валом. Плющильные цилиндры делаются из чугуна длиною 12 верш., в диаметре 4. Расстояние между ними соответствует сорту железа, которое назначается в резку, обыкновенно около 1/4 верш. Они утверждаются в чугунном станке, через который проходят; Оси их соединяются с осями валов железными гайками, поэтому вертикальное расстояние между осями валов будет 4 с четвертью верш. Весь станок утверждается крепко в деревянном полу, к которому провинчивается снизу гайками, надетыми на стойки.
Помещение резного станка между валами совершенно такое же, какое и плющильного. Валы отливаются также из чугуна, но резаки навариваются на них из стали. Расстояние между резцами бывает различно, смотря по тому, какой толщины бывают прутья и на какой сорт гвоздей назначаются. Поэтому при заводах имеются для каждого сорта прутьев особые резаки и плющильные цилиндры.
Чугунные валы для обоих станков, равно как и связи отливаются на чугунных заводах, преимущественно в селе Согоже на заводе г. Румянцовой (Ярославской губ.) и в селе Долматове, близ г. Ярославля по берегу р. Волги, по 1 руб. 40 к. за пуд. Железные столбы и стальные резаки делаются самими заводчиками дома. Станки эти выстаивают одну и не более двух зим. Пол устраивается в особом деревянном срубе по средине завода, высотой от земли 4 с четвертью арш.
Для подноски раскаленного железа из печи, во время производства работы, делается спереди его вход, а позади резного станка делается несколько наклонная платформа, застланная чугунными плитами, на которых правят прошедшие через станок прутья. Кадки с водою ставятся подле обоих станков для охлаждения их, когда они очень раскалятся.
Здание для этого завода делается в два этажа. В нижнем помещаются сейчас описанные колеса, валы, станки и печь, одним словом самое производство, на верхнем устраивается привод. Поэтому в нижнем этаже вбиваются столбы, для поддержания пола верхнего этажа. На этих столбах кладутся балки по направлению радиусов круга, а на них переводы, по которым настилается пол.
Привод состоит из вертикального вала, толщ. 12 верш., высотою 7 с половиной арш. Нижняя пята его вращается в полу, а верхняя в горизонтальном брусе, лежащем на стенах шатра. К нему приделано горизонтальное колесо в диаметре 8 арш., в которое вставляется 168 пальцев. Колесо в течение 1 минуты обращается около вала 5 раз, отчего при одном его обороте шестерни оборачиваются около своих осей 4 раза, следовательно - в минуту 20 раз.
Пальцевое колесо от окружности к центру связывается четырьмя диаметрально противоположными брусьями, которыми и прикрепляется к валу. На верхнюю его плоскость кладутся 8 водил, длин. от центра 9 арш. Каждое из них составлено из 5 брусьев, связанных железными хомутами. Эти водила задними своими концами наглухо приделываются к валу, и для прочности связываются между собою 8-ю горизонтальными брусьями, пропущенными между верхним и вторым брусьями водил.
Доски назначены для сиденья погонщиков. Рычаги, вдолбленные насквозь в водила, назначены для впрягания лошадей. Чтобы не было колебаний горизонтального колеса во время хода машины делаются сверху и снизу его подкосы, одним концом упирающиеся в вал, а другим в брусья колеса.
Лестницы делаются для спуска погонщиков во время накаливания железа, а въезд назначается для ввода и вывода лошадей. На полу верхнего этажа в течение всей зимы стелется солома, сколько для того, что-бы лошадям не было жестко ходить во время работы, а столько же и для накопления навозу. Завод приводится в движение 16 лошадьми, впрягаемыми по две в дышло.
Вспомогательные инструменты, употребляемые на железорезных заводах:
1) обыкновенные клещи длин. до 2,5 арш. употребляются при вынимании железа из печи и станков. Для складывания в кучи с платформы употребляются клещи длиной около 1 арш.
2) ручные молотки весом не более 1,5 фунт. для выправки прутьев на платформе.
3) тупицы из закаленного железа, для разрубания низового железа на короткие пластины.
На паровом и водяных заводах устраиваются особого рода ножницы, приводимые в движение тем же двигателем, которым приводится в движение и сама машина.







